一、气门损坏的原因
1. 气门锥面磨损的原因
( 1 )发动机工作时,进排气门频繁开闭,与气门座相互碰撞,同时受到汽缸内高温燃烧气体的冲击,致使气门锥面发生氧化,产生磨损、凹陷或斑点。
( 2 )车子长期在尘土较多的地区行驶,不经常清洗空气滤清器,气门锥面受到随空气进入汽缸内的杂质的冲刷,引起磨损。
2. 气门烧蚀的原因
( 1 )活塞环(油环)弹力下降或活塞裙部偏心,产生间隙,发动机工作时过多滑油渗入燃烧室,引起燃烧不良,在气门锥面上形成积碳,影响了气门的散热和正常热平衡,使气门温度升高,热负荷剧增,从而使气门边缘烧蚀。
( 2 )气门间隙调整过小或气门弹簧压力不够引起漏气,或发动机润滑系统工作不良,使气门长时间被燃烧的混合气加热得不到冷却而烧蚀,甚至产生裂纹。
3. 气门锥面及颈部腐蚀的原因
如果受到强烈的废气流的冲刷和酸性物质的腐蚀,气门锥面与颈部就会产生麻点,严重时表面会呈蜂窝状。
4. 气门杆磨损的原因
气门杆磨损,是由于工作时与气门导套不断摩擦引起的。气门杆磨损后,与气门导套配合间隙增大,工作时来回晃动,就会使气门锥面偏磨,从而引起漏气。
5. 气门弯曲与断裂的原因
( 1 )由于气门间隙调整不当或汽缸头与汽缸体间的衬垫太薄,造成活塞在上止点时碰撞气门而导致气门弯曲或断裂。
( 2 )长时间超负荷或超速行驶,排气温度过高,使材料组织发生变化,强度急剧下降而断裂。
6. 气门杆端面磨损的原因 此磨损属正常磨损。如气门硬度偏低,磨损会更严重些。 ?
二、如何保养气门
要想避免气门短期损坏,延长使用寿命,必须按照说明书上的规定进行保养,同时注意以下几个问题。
1. 定期检查和调整气门间隙。气门间隙调整不当或调整不及时,很容易使气门损坏、发动机不能正常运转。
2. 长距离行驶后应及时分解发动机,检查气门,如发现锥面上有深沟或麻点,应进行修磨,积碳应及时刮净。
3. 使用规定牌号的燃油和润滑油。
三、气门的修磨
气门损坏后,可根据不同情况,按下面的方法进行处理。
1. 气门顶部产生裂纹或烧蚀,应予更换。
2. 气门杆端面磨损后,可在外圆磨床上磨平,恢复其光滑表面后再使用。
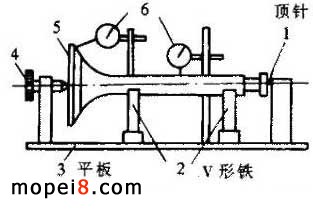
3. 气门杆的弯曲度超过 0.03mm 。气门顶部的歪曲偏摆超过 0.02mm 时,通常可将凸起部分置于手动压力机上予以校正,然后置于 V 型铁上用百分表进行检查,直至合格为止,见图 所示。
4. 若气门锥面上有黑色积碳和灰白色的氧化铅,可将其放在煤油里浸泡,待泡软后,再用木制刮器或铜制刷子清除。
5. 若气门杆磨损不严重,其圆度和圆柱度偏差尚未超过 0.03mm 时,可在无心磨床上修磨至修理尺寸,然后再用镀铬方法修复。
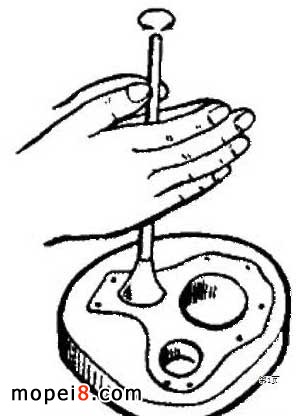
6. 气门锥面上的轻微麻点、凹坑等,通常用手工研磨方法消除。研磨前将气门、气门座与导套用汽油清洗干净,然后在气门锥面上涂上粗研磨膏,用橡胶捻子吸住气门顶部反复转动并转换位置,将麻点、凹坑等研磨掉。当气门锥面上出现一条白色的环带时,再换用细研磨膏进行精研。最后将研磨膏用汽油冲洗掉,涂上润滑油,再研磨几分钟即可,见图 所示。
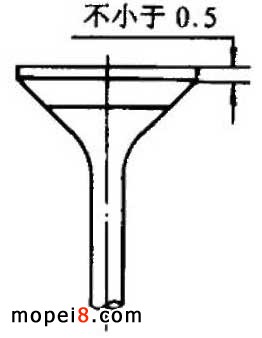
7. 对气门锥面上较深的麻点、凹坑和斑痕,则应在气门磨光机上进行修磨。如无上述设备,也可在台钻、小车床或手电钻上用夹头夹紧气门并校准其同心度,然后开动电门,用细的平锉刀沿锥面将缺陷锉去,再在锉刀上裹一层 00 号细砂布对锥面进行磨光。修磨时速度不宜太高,动作要平稳。如发现气门顶边缘厚度小于 0.5mm (见图所示)或翘曲变形,则应予更换。
修磨后的气门与气门座是否吻合、不漏气,可用如下两种方法检查:
( 1 )在气门锥面上涂一层薄薄的红丹油或蓝印油,然后将气门轻压在气门座上旋转 1/4 转后拔出,若在气门座上有一圈不间断的经丹油或蓝印油痕迹,即表示密封性良好。
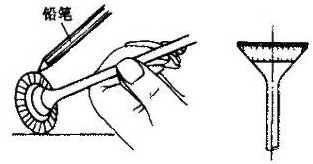
( 2 )用软铅笔( 4B 或 5B )在气门锥面上划上若干条线条,然后与气门座接触旋转 1/4 转后拔出,如气门锥面上的铅笔线条均被切断,也说明密封良好,见图 所示。